Neptune’s Daughters: Copper-Nickel Creates Two Dream-team Alloys for Seawater Applications
Copper Applications in Industrial & Marine Applications Area
Because of the similarities in atomic structure between copper and nickel — a factor which dictates the size and shape of the crystals formed on solidification from the melt — each of these two alloys hardens and blends with simple, crystallographic perfection. The nickel atoms mix happily with the copper, substituting one atom for the other at any chosen proportion throughout the range.
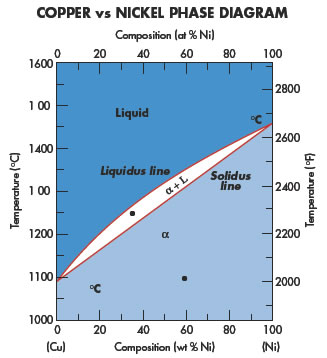 Figure 1. Copper vs Nickel Phase Diagram Figure 1. Copper vs Nickel Phase Diagram |
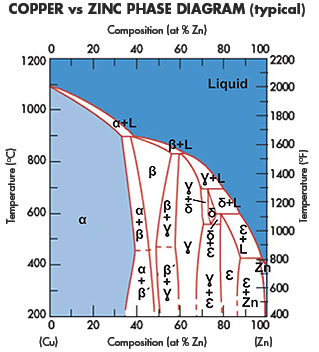 Figure 2. Copper vs Zinc Phase Diagram Figure 2. Copper vs Zinc Phase Diagram |
The reason why the dream-team combination displays unique properties begins to become apparent with a comparison of two phase diagrams above showing the various transitions from liquid to solid in alloys. The complex diagram is of a typical commercial brass alloy, copper vs. zinc (Figure 2), and the simpler one, copper vs nickel (Figure 1). Above the red lines we have molten liquids, and below exist the crystalline, solid alloys. It does not take “rocket science,” or an in-depth knowledge of metallurgy, to recognize that something rather special is going on between the elements copper and nickel, as they enjoy the extreme empathy shown in Figure 1.
In metallurgy an alloy can be regarded as a solid solution, like orange juice and water in a popsicle. The solvent, in this case copper, is chosen to be present in the higher concentration at either 90% or 70% for the two main, commercially popular alloys, the flavor being donated by the nickel, at either 10% or 30% of the total.
What the Textbook Says
![]()
Before we look at 90/10 and 70/30 applications in detail, let us first take a look at the elemental parts. Even though they get on well together, individually copper and nickel have different characteristics. Copper is a soft, “copper-colored,” ductile, highly conductive, non-reactive material that melts at a temperature of 1085°C, whereas Nickel is a relatively hard, silver-colored, corrosion-resistant metal that melts at 1455°C.
Together in these copper-rich solutions, however, it is strangely the nickel that dominates the coloration, yielding alloys shaded from a pale golden for 90/10, to an almost silver appearance for 70/30, with only the merest visual hint of the much darker main constituent, copper.
The requirement for purity is critical, and unlike many other areas in copper alloy and component production, where recycled copper and copper alloys provide an environmentally friendly source of feedstock, there is very little copper-nickel alloy available for recycling. Once it goes into service it has an exceptional longevity.
Recycled materials are, however, available from the processing of scrap, such as trimmed material from tube ends, plus any other unused, internally created materials, such as the by-product of component production, off-cuts and billet ends.
Tiny amounts of trace elements are inevitable in the refined ores. These are also present to a small degree after the creation of the near-virgin copper “cathodes,” made by electrolytic deposition. Minute quantities of impurities present at such low levels, however, neither contribute to nor detract from the required properties.
Father Neptune’s two pure-bred ‘daughters’, of impeccable lineage, are therefore, Cu90/Ni10 and Cu70/Ni30, the two perfect alloys for marine applications.
The two main copper-nickel alloys have their major applications in marine environments, due to a unique display of two chief properties: corrosion and bio-fouling resistance.
The alloys have been used virtually unchanged since the early part of the last century, when naval requirements, moving towards weight-saving and increased corrosion resistance, sought alternatives to copper and carbon steels to ensure increased performance of condenser and seawater piping applications in particular. Copper and nickel come together in alloys for pipes, fittings and components used for contact with one of the most corrosive environments on earth, the world’s seas and oceans, with their various compositions, temperatures and biological idiosyncrasies.
Several very successful exercises have also been conducted over recent years with entire ships’ hulls being either fabricated from copper-nickel, or clad with sheets or small platelets. This is seen as an important future market both for leisure and commercial vessels.
But the pipe and fittings industry dominates tonnage production since commercial and naval ships, as well as fixed or floating offshore installations, need to handle large amounts of seawater daily for process piping systems, fire water systems, sprinkler systems, cooling systems, heat exchangers, etc., and desalination plants — both shore-based ones and regular marine installations.
With such stringent and vital applications to serve, it is both implicit and imperative that the construction materials used for such devices be up to the task. The task itself is enormous — transferring many millions of gallons of seawater during the useful life of a vessel or installation, which can be well in excess of twenty years. Some applications involve heat transfer, but all have to address the problem of corrosion and erosion. These issues dominate the materials specification agenda.
What Textbooks Don't Tell You
![]()
About bio-metallurgy
Although copper and nickel independently exhibit low oxidation and corrosion rates, there is no hint in the make-up or performance of the individual metals that, in an alloyed state, they would display such a distinctly enhanced performance over alloys such as the bronzes, brasses and nickel-alluminum bronzes.
There is no precedent or parallel in metallurgy for the way copper-nickel alloys react to the presence of seawater. It is as if they understood the medium and behaved with the destiny of a quasi-element strangely in tune with nature.
Both daughters grow protective skins
The copper-nickel alloys intriguingly perform a strange and miraculous act of bio-metallurgical epidermy. Starting immediately on contact with seawater, they grow a complex, oxide-based “skin” of the order of 4x103 Angstroms thick (human hair is approximately 200 times this thickness).
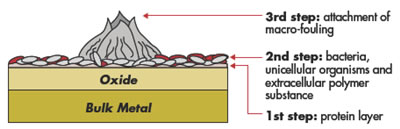 Figure 3. Oxide Layer Protects Metal and Dissuades Biofouling
Figure 3. Oxide Layer Protects Metal and Dissuades BiofoulingThis “epidermoid” formation (Figure 3) begins on contact with clean seawater and develops over the ensuing days and weeks, increasingly rendering the surface of the alloy virtually impervious to further corrosion. The full development can take up to 2 months or so. After skinning is complete, the ongoing metal removal rate is minuscule, at levels of around 2 microns per annum.
This bio-metallurgically complex skin uses a combination of electrochemical and microphysical characteristics unique to the biology of the sea to create a quasi-living surface which in a gentle, ecologically protective manner, dissuades the attachment of both micro and macro biofouling, and enables any attached macroorganisms such as molluscs to be sloughed away in a soft slurry, leaving the metallic copper oxide film intact to continue its protection of the underlying alloy.
Such an effect is not seen to this degree in any other metallic or alloy system, and it is this very property that gives Neptune’s daughters their unique and entrancing character. As they taunt and play with the sea, they react with it in this enigmatic way.
Ships’ hulls, marina structures, undersea fabrications and pipes, as well as splash zones on offshore platforms, all benefit from the protection offered by cupronickel coatings and applied sheets of these alloys. Long-term tests on vessel hulls have illustrated very significant maintenance savings, together with the fuel reduction associated with having an “as launched” unchanging friction factor for the life of the craft.
For optimum performance and to avoid failure, it is imperative that strict rules are applied to the installation and commissioning procedures of plants employing copper-nickel pipes and components:
- Recommended flow velocities must not be exceeded, since at high velocities the skin can be stripped by erosion, like a grazed knee. The first skin on a tube or component is a precious commodity and commands maximum respect to guarantee longevity in service.
- Avoid commissioning a new plant in waters polluted by sulfides and other contaminants. The skin will recover from contamination and reform when again in cleaner water, but preventive care is a better policy.
Birth of CuNi Seamless Pipe
![]()
The most useful form of a copper-nickel product for the Marine and allied industries is the tube or pipe. A large proportion of fittings, elbows, reducers, tees and other shapes can subsequently be created from pipe, using special dies and pressing techniques. Pipes and fittings up to 450 mm or more can be made this way with the following procedure:
- The charge of copper-nickel plus the required proportion of trace elements is melted in cascading series crucibles, with quality analysis at each stage. Ingots of the appropriate diameter are then cast and cut for length and weight.
- Prior to extrusion, the billet is heated to a rich red as it approaches the die face, where it is pushed into a secure position before a long, concentric ram drives the central hole right through the extrusion charge.
- The central ram remains in place as a second, outer circular hydraulic ram extrudes the remainder of the charge through the die, and the tube (still at a cherry-red heat) emerges along a support trough.
- The tube ends are cut, and one end is swage-pinched to provide grip for the subsequent drawing operation to establish the final dimensions. As opposed to extrusion, drawing is a cold-working process, where the tube wall is reduced to final design thickness by successive draw dies decreasing wall thickness until the required dimensions are established.
- The tubes, gleaming and beautiful in their own right, are then cut to size before delivery to site.
Enter the "Big Guns"
![]()
In parallel with the supply of standard alloys to industry, a supplier wishing to serve the naval and defense industry must be prepared to manufacture to tight specification of the military standards. Copper-nickel is not only used for pipes carrying seawater in naval and commercial applications, but also for high-pressure, hydraulic control systems, lubrication systems, fresh water systems and high-pressure air systems for ballast tanks on submarines.
The logic of some typical applications can only be presumed, since military design data are not in the public domain. But one can imagine that under the extremes of service in active conditions, seawater may be present, or may have to be introduced into pipes not normally so used, and then unique corrosion protection and antifouling properties offered by copper-nickel could prove crucial.
In submarines in particular, the many applications of perceived criticality, such as high-pressure air injection into seawater tanks to effect resurfacing, would utilize the anticorrosion and anti-biofouling properties of copper nickel alloys to extremely good effect, safely protecting vessel and crew from the sea’s corrosive and contaminating characteristics.
The Submariners
![]()
BAE Systems, a U.K.-based defense systems contractor, is currently proceeding with the design, construction and commissioning of the Royal Navy flagship submarine Astute. This is the first of a planned initial series of three such vessels. There is an oft-quoted rule when considering safety and build quality for submarines:
Number of Dives = Number of Surfacings
There is no capacity for component failure. Even to carry spare parts to duplicate critical systems and components, would be totally impractical from a weight point of view alone. Only the best materials and components are chosen for naval vessels.
BAE Systems has kindly provided its published mission statement on the Astute project, and a short extract is presented here, borrowing their title: “BAE Systems don’t just build ships, they build navies… just add water.”
Astute design and build
You might just add water to the finished product, but the design and construction of any surface ship or submarine takes months and years of detailed planning, design, fabrication and testing to prove performance and safety.
The number of engineering disciplines involved in nuclear submarine design is staggering, and each one is interdependent and tightly packaged in a platform operating in an environment every bit as challenging as outer space. Nuclear power generation, high-pressure steam, electric and fluid power and significant ordnance must all operate in a sealed environment subject to extreme external pressure. Add to all that the need to accommodate 98 officers and men in comfort for months at a time, and the scale of the task becomes clear.
 a. a. |
 b. b. |
 c. c.Figures 4a, b, and c. Astute Submarine Under Construction |
How it is done
Astute is one of the first nuclear submarines to be designed entirely in a three-dimensional computer-aided environment, and breaks away from the principle that submarine performance should be optimized by designing the smallest boat possible with little regard to cost. The specialist engineers working on the design of Astute are undertaking complex engineering activities, such as:
- Nuclear engineering: Providing safety and performance improvements to a state-of-the-art, Pressurized Water Reactor (PWR) that is fueled for life.
- Systems engineering: Integrating the thousands of subsystems that add up to 100 km of cabling, 10 km of pipework, and over 5 million lines of software code — and managing the supply chain, which consists of over 30 main suppliers.
- Marine and mechanical engineering: Providing solutions for the propulsive power train, auxiliary systems and life support. Astute has to be quiet, vibration-free and robust enough to withstand a nearby underwater explosion.
- Hydrodynamics and control engineering: The design of the submarine hull, hydroplanes and control systems to provide control of depth and maneuverability. The submarine is literally ‘flown” underwater.
- Human factors: Ensuring that every system is safely operable and maintainable in all conditions by a relatively small complement compared with previous nuclear-powered submarines. The program depends heavily on the power of computer-aided design and “virtual” prototyping, because with a project as complex as Astute, there is no time or budget to produce an actual protoype submarine. Instead, “virtual” prototyping is relied upon, harnessing the power of computer test and visualization, along with continuous design and systems analysis. Over 1 million components are represented on the three-dimensional CAD model which, together with analysis and integration rigs, represents the completed vessel. The use of three-dimensional CAD enables the exchange of critical design data across the supply chain, taking an element of risk out of the program and allowing change to be implemented efficiently and effectively.
Astute poses unique challenges:
- Its power plant is arguably more complex than a nuclear power station, with many more restrictions placed upon it, and with 98 people living and working in close proximity.
- Once deployed, Astute is designed not to require refueling throughout her full service life — in excess of 25 years.
- Astute will spend her entire life immersed in seawater — a highly corrosive liquid.
- Seawater is also used extensively as a coolant and seawater transfer medium necessitating considerable use of the copper nickel alloys 90/10 and 70/30 in pipework and components.
- The pressure hull is a 97-meter-long cylinder. When submerged, it must withstand pressure equivalent to 400 family-size automobiles weighing down on every square meter of surface area.
- The spatial constraints are enormous. A nuclear submarine is typically three times more densely packed with machinery and equipment than a surface ship…
Exciting Lives
![]()
Every day, in every marine application, the unique characteristics of copper-nickel alloys interact with the waters of the sea, which have become the natural habitat of Neptune’s two daughters, as they support the navy and the marine industries in their endeavors: offshore platforms tapping into remote energy sources; active service with the world’s navies in the defense of nations; acting as a conduit for billions of gallons of seawater daily, worldwide; preventing biofouling on critical structures without damaging the environment.
 Figure 5. Astute in Service
Figure 5. Astute in ServiceA respect for the sea is what every sailor soon learns. Once cultivated, it often becomes a reciprocal situation. The mutual compatibility of copper-nickel alloys and the marine environment exemplifies this admirably.
One can imagine Father Neptune looking on at the achievements of his two daughters with considerable pride, and allowing himself a big smile.
Also in this Issue:
- Neptune’s Daughters: Copper-Nickel Creates Two Dream-team Alloys for Seawater Applications