The Copper Motor Rotor: New Technology for High Efficiency Motors
Copper Applications in Health & Environment
Introduction | Cast Copper Rotors | Results | Summary
Introduction 
About 70% of copper consumption occurs as a result of copper's high electrical and thermal conductivity. Copper-based electrical equipment has become quite advanced, of course, but there still exist opportunities for improvement. This paper deals with one such example: it describes on-going research designed to take advantage of copper's high conductivity in such a way as to enable the creation of ultrahigh-efficiency electric motors.
The Copper Development Association (CDA) is a member of an industry-government consortium that is currently developing the improved motors. The motors will use copper rather than aluminum in the motors' rotor, a seemingly elementary change, yet one that can lead to a 20% reduction in electrical losses in the motor. Motors of the sizes addressed in the program consume 35% of all electrical power generated in the U.S.; therefore significant increases in motor efficiency will yield enormous energy savings nationwide.
Today's aluminum motor rotors are made by die-casting, or pressure die casting, as the process is known in many countries. A typical induction motor rotor contains of a set of longitudinally oriented conductor bars connected by two end rings. The arrangement resembles a squirrel cage, and the term "squirrel cage motor" is often applied to this type of construction. The production process involves die-casting metal into and around the stack of steel laminations that make up the magnetic portion of the rotor.
The new copper rotors will also be die cast. The principal obstacle preventing die casting copper for the rotor's conductor bar/end ring structure has been the unavailability of a durable high temperature mold material for the dies, or molds used in the die-casting process. The main objective of the motor rotor program is therefore to develop suitable die materials. Results of the program to date indicate that a combination of high temperature die materials and elevated-temperature processing conditions can significantly extend mold life compared with that experienced when conventional die steels (used with aluminum) are used to die-cast copper.
Cast Copper Rotors
Background
Aluminum is universally used for die-cast motor rotors today because pressure die-casting of the metal is a well-established and economical production method. Because copper is more difficult to die-cast, copper motors - when they are called for - must be made by hand-assembling machined components. This process is labor-intensive and expensive and it is therefore applied only to very large motor rotors, for which die-casting is impractical. As a result, die-casting is the fabrication method of choice, and aluminum the conductor of choice, for the bulk of electric motors produced today.
The tool-steel molds used for the aluminum die-casting process are inadequate when casting metals such as copper because they cannot withstand the metals' high melting point. The lack of a durable and cost-effective mold material has until now been the technical barrier preventing the mass manufacture of die-cast copper rotors.
A study sponsored by the Department of Energy found that motors larger than 1/6 hp consume about 60% of the electricity generated in the U.S.1 Medium-horsepower motors, those rated at 1 to 125 hp, use about 60% of the electricity consumed by all motors, or about 36% of all electricity generated. Increases in motor efficiency that would result from the use of copper motor rotors are projected to result in total energy savings in the year 2010 of 20.2 E+12 Btu/y if the new motors gain only a 10% market penetration. Savings would rise to 143 E+12 Btu/y at the expected market penetration of 50 to 70%. (Figures vary because increases in efficiency depend on motor size.) These numbers are equivalent to the yearly output, respectively, of 0.5 to 3.5 600-MW generating plants operating at 75% of capacity.
CDA's participation in the research project is funded by the International Copper Association, Ltd. Additional funding for the project comes from the U.S. Department of Energy through its NICE3 program, the Air Conditioning and Refrigeration Institute, Trex Enterprises and a number of motor manufacturers. The overall plan is to identify suitable die materials and then to design, fabricate and demonstrate molds that will withstand the copper die casting environment for an economically acceptable number of casting cycles, or "shots".
Obviously, the longer the life of the mold the greater the number of motors that can be economically produced. Two U.S. motor manufacturers have recently conducted an analysis the indicates that the economics of motor operation and manufacture favor the use of copper in all classes of motors if die life can be extended to 20,000 shots.
Die cast copper rotors can provide advantages to motor manufacture and/or performance in three ways:
- increased motor energy efficiency during operation
- lower overall manufacturing cost
- lower motor weight.
As noted earlier, the main problems when attempting to die-cast copper motor rotors are that the mold materials suffer from thermal shock and thermal fatigue. Common mold materials, including the tool steels used with aluminum, lose strength at high temperatures, thus requiring that the process be conducted with low mean operating (and pre-shot surface) temperatures. A low initial temperature results in a large DT at the surface of the die, and therefore high stress in the die, with each shot. When die-casting copper, the metal's high melting temperature, high heat of fusion, substantial latent heat and high thermal conductivity combine to maximize the thermal shock.
The solution to the thermal shock problem lies in the use of high temperature materials that have thermal and thermoelastic properties conducive to minimizing thermally induced strain. Studies conducted by the International Copper Research Association (INCRA) in the 1970's confirm these expectations.
The problems of thermal shock and fatigue are not limited to copper since thermal cycling of the mold surface limits the mold life in aluminum die-casting, as well. Cyclic thermal stresses are much more severe with copper for the reasons cited above. In at least one recent instance, a mold-gate-plate made of high strength steel (H-13, a die casting industry standard) being tested with copper at a die machinery manufacturer's facility fractured after just five casting shots. Economical molds must be able to survive thousands of casting cycles.
Results
Candidate molds developed for the research program are tested at the Formcast Corporation's research facilities in Denver, Colorado. An Inductotherm melting furnace feeds an 800-ton Buhler real-time computer controlled die casting machine by rapidly melting eight pounds of copper at two-minute intervals, the time between successive die shots. A test mold, specially designed for the project, simulates conditions expected to exist at one gate of a multi-gate production-scale mold. (A gate is the point at which molten metal enters the die cavity.) Die casting trials of candidate mold materials do not incorporate the stack of iron lamination because of the high cost of lamination material involved in the thousands of shots required for the test program.
Establishing a Base
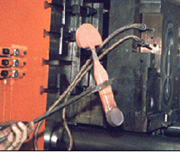 Figure 1. Copper Die-casting.
Figure 1. Copper Die-casting.To establish a baseline for the test mold, the first copper die-casting trial was conducted using H-13 steel die inserts (Figure 1). As expected, the dies generally degraded with increasing use. Quite surprisingly, although some heat checking of the H-13 steel mold inserts and shot sleeve is evident, an extended run of copper against H-13 was accomplished successfully. This success is attributed to the dry mold release system, the fast cycle time (which minimizes heat input to the mold) and the use of advanced computer controlled casting equipment. More than 800 castings were produced using one set of dies, exceeding expectations by an order of magnitude (Figure 2).
 Figure 2. The H-133 Steel Test Cavity Toolset after the First Several Shots.
Figure 2. The H-133 Steel Test Cavity Toolset after the First Several Shots.Metallographic examination revealed that macrostructures of the gate and runner regions of copper die castings showed an outer columnar chill zone and a mixture of equiaxed and columnar grains in the bulk. Microstructures of these regions further showed the presence of an interdendritic phase, most likely a copper-oxygen eutectic. Surface cracks and tears were found in the gate sections; in general, their number and depth decreased with the number of shots. Internal defects resembling oxide films, macroscopic pores and slag type inclusions were also found, and again, they decreased in size and frequency with the number of shots. A small amount of porosity was also present within the castings, but the overall microstructures are sound (Figure 3). Electrical conductivity of the castings varied between 95% and 101% IACS, averaging 98% IACS. Chemical analysis revealed that iron content varied from 10 to 350 ppm and oxygen from 0.06% to 0.15%.
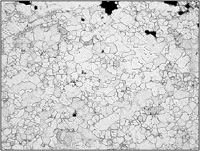 Figure 3. Photomicrograph of Die-cast Copper.
Figure 3. Photomicrograph of Die-cast Copper.Microporosity is a common defect associated with the die-casting process. 50X
Nickel-Based Superalloys
Die inserts were machined from Inconel® alloys 617, 718 and 754. More than 250 die-castings were performed using die sets made from these alloys. The Inconel 754 set began cracking very early (50 shots) into the run. This was somewhat surprising in that this alloy exhibits the highest strength at temperature of the three nickel-base alloys tested. On the other hand, this alloy also has very low ductility at elevated temperature. The alloy with the lowest strength at temperature, Inconel� 718 began cracking after about 100 shots.
The best-performing alloy was Inconel® 617, which exhibits the most favorable combination of strength and ductility at elevated temperatures. Only minor craze cracking was evident on die sets made from this alloy after 250 shots. These data provide an important clue toward solving the metallurgical problem at hand, namely, that high fracture toughness at the service temperature may help reduce the propensity to cracking and, ultimately, achieve extensed mold life.
Three copper castings were analyzed metallurgically, chemically and physically. Again, traces of iron, oxygen and in this case, nickel, as well, were detected. A small amount of microporosity was also present within the castings, but the overall microstructures were sound. The castings' electrical conductivity, nearly 100% IACS, was better than that in castings produced with steel molds. The ability to retain such high conductivity after melting copper in an open-air environment, then casting through a steel shot sleeve into nickel molds is very promising, since this behavior suggests that copper scrap from the die casting process will be completely recyclable within the foundry.
TZM (Molybdenum Alloy) and Anviloy (Tungsten Alloy)
These alloys were considered in the early INCRA research on mold materials for pressure die-casting of copper, but their high ductile-brittle transition temperatures suggest that mold integrity would be threatened, especially in the first few shots. One solution to this problem is to raise the temperature of the molds using electrical resistance heaters.
Billets of TZM and Anviloy alloys were accordingly machined into die sets. They were heated to about 500 C (932 F) before and during the die-casting trials. More than 500 shots were successfully made with these die sets. A limited degree of oxidation developed on both the TZM and Anviloy dies; however, no cracking due to heat checking was evident. In fact, the performance of these two die materials was unparalleled (Figure 4). Experience with these dies has shown that increasing the die operating temperature reduces thermal expansion and contraction, thereby decreasing the propensity to thermal fatigue cracking, more commonly known as "heat-checking." It is expected that further increasing the operating temperature of the dies will greatly extend their life by limiting the amount of cyclic strain associated with heating and cooling. In particular, it is predicted that operating the dies at elevated temperatures (just below the freezing point of copper, 1085 C (1985 F) will extend the life of the dies to thousands of cycles.
 |
 |
|
| Moving half of die set containing the TZM and Anviloy materials. | Close-up of Anviloy die after 500 shots. |
No thermal fatigue cracking (heat checking) was evident.
CVD Tungsten
Tungsten inserts were fabricated by a high-speed chemical vapor deposition (CVD) technology developed by Trex Enterprises, San Diego, California. The CVD process, which is conducted on a graphite mandrel, offered the advantage of net-shape or near-net-shape fabrication. One disadvantage is that the process results in relatively thin structures. An appropriate backing for the thin tungsten and tungsten-rhenium products made using this technique remains to be developed. In order to test the concept, however, CVD tungsten deposits were applied to a machined TZM molybdenum preform. Copper die castings of the shape shown in Figure 2 were produced at Formcast using these composite structures. Tool life of the CVD tungsten molds, which has been disappointingly short to date, is presumably limited by the columnar grain structure of the tungsten. Subsequent modifications have been made to the mold set at Formcast to raise the tool temperature. These modifications, plus efforts by Trex enterprises to refine the grain structure, are expected to improve the life of tooling made by this technology.
Summary
Die-cast copper motor rotors would result in attractive improvements in electric motor energy efficiency. Advances are being made toward the development of durable and cost effective mold materials, the major hurdle preventing die-casting of the copper rotors today. An extended run of copper against TZM and the tungsten alloy Anviloy was accomplished without heat checking. Increasing the operating temperature of the dies extended their life by limiting the amount of cyclic strain associated with heating and cooling. The use of high temperature die materials significantly increased the mold life, making possible the die-casting of copper and other high melting point materials. It is anticipated that a mold set incorporating a combination of nickel-base alloys and refractory alloys (the latter used in the hottest portions of the die) will allow economical production of die cast copper rotors.
Current plans call for the completion of Phase II of the research program, namely producing several die-cast copper rotors to be tested and evaluated by electric motor manufacturers. After the completion of Phase II, project emphasis will shift toward transferring the new die casting technology to motor manufacturers throughout the world.
Also in this Issue:
- The Fate of Copper Released from the Vasa Ship Museum
- The Swedish Program for Long Term Isolation of High Level Nuclear Waste in Copper Canisters
- The Copper Motor Rotor: New Technology for High Efficiency Motors
- Shape Memory and Superelastic Alloys
- Copper's Role in Radioactive Waste Disposal III - The US Experience